Thank you, it's cool. Used for the first time because only then was the right drug. Very revealing detail: ordered Express shipping to get the order within 3 hours because didn't know how to get the order faster https://africarx.co.za/buy-cialis-south-africa.html The drug is authentic exactly. Consistent with the stated prices the Staff is knowledgeable.
Hauszeitschrift engl. 17/02
innovativ
L . B . B o h l e M a g a z i n e f o r C u s t o m e r s
The way to increase efficiency Continuous granulating and drying The impressive performance of the new BCG system: • 24-hour operation • Increase in dissolution rate by changing porosity • High active concentration enabling smaller tablets In this issue:
BCG was developed in close cooperation with the
September 2002
Rheinische Friedrich-Wilhelms-Universität of Bonn
fully implement economic evaluations and makesuggestions on the effectiveness of contemplatedmeasures. This has shown that older systems, basedDear Readers, on current standards of GMP-directed documentation,are frequently no longer satisfactorily qualifiable.Looking back at INTERPACK 2002 we see that theMeasures to modify overall measurement and controlwell-known Düsseldorf exhibition, contrary to thetechniques to modernize an old set-up proves somecurrent trend, continues its successful upward climb.times to be too costly, as mechanical componentsThe Bohle team also noted a lively turnout and there-possess a defined life span. Moreover, up-dating andfore had every reason to thank our visitors. The manyreinstallation of equipment cause the necessity of newpositive comments, above all regarding the threenovelties presented by us, attest to the fact that we areon the right path.In some cases, a cost comparison between an oldmachine, including necessary adjustments and a newWe have already thoroughly introduced two of theseinstallation with the most modern technology anddesigns in earlier editions of Bohle innovativ. Forvalidation, resulted in only a slight difference. Noexample: No. 13 - September 2000 featured thedifference in cost was noted when considering theBohle Coater BFC 200, whose design caused greatrequired time for re-commissioning. On various occa-enthusiasm in Düsseldorf. Also, No. 14 – April 2001sions, even conversions were not economically justifi-provided information about the Bohle Containmentable, because new machines, equipped with modernSystem BCS immediately after its development wascontrols and software, which can be validated, are nocomplete and it was ready for marketing. We alsolonger able to integrate with old equipment. The Bohlegained a great deal of attention in Düsseldorf with thisteam is happy to be available to you for appropriatesystem. Today, continuous granulation is the centre ofour information. On pages three and four you will findall that you will need to know about the technology ofBCG 10, its capabilities and applications.In order to meet your requests for adequate documen-tation and qualification of all machines and systems,we are currently expanding our administration build-ings in Ennigerloh. Also, towards the end of this year,we will provide another one thousand square meter ofoffice area for our Engineering Department.I would like to call your attention to an interestingtopic with which we have been intensely occupiedTrade fairs and exhibitions 2002 the past several months by customer request. Manycompanies are planning to shift existing capacities
With more than three quarters of sales coming from
to another plant. In some cases we could success-
exports, stronger efforts to contact and meet with ourinternational clientele are necessary. Trade fairs andexhibitions offer a welcome opportunity for thispurpose.
In this issue we would like toexpress our special thanks
For the remaining part of the year, you will be able to
longterm works as editor of“Bohle Innovativ“. Our BCG 10 The continuous way to substantial granules The current dominant granulating method is the wet or binder granulation, because of the increased lipophily of modern actives. With BCG 10, our company has included a new method for granule distribution in its program, which links a continuous mode of operation with higher efficiency. Developed in cooperation with the Department of Pharmaceutical Technology at the University of Bonn, this method has a vastly different functional principle compared to other known granulation methods and impresses because of its simplicity. The only thing in common with them is the division of process steps with regards to weighing, granulating, drying and sifting. The Technology:
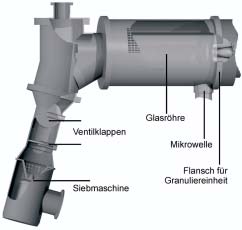
gas (for example nitrogen) at the start of the glass tubeand therefore increase drying efficiency. By means of
The dosing of the powdered ingredients and thus
a double valve lock the dry product then arrives in a
the actual weighing is implemented by using one or
sieve, type BTS 100, and is milled into the desired
more gravimetric screw-feeders. A specially adapted
planetary roller extruder subsequently carries out thegranulation. It mixes the powdered ingredients with the
One of the measurements used in determining thequality of pharmaceutical granules is their porosity,
since this can influence tablet formation and tabletproperties such as disintegration time and speed ofrelease. However, when using classical methods,this parameter can only be varied within very narrowconfines and depends mainly upon the process andmaterials. The BCG 10 on the other hand allowsnitrogen or any other gas to be added during thegranulation phase and intensely mixed with the wetgranulate mass. Upon reaching the drying phase, thegas bubbles suddenly expand and can lead to a
moderate increase in porosity, which with certain mix-tures can significantly change tablet formation and
granulation fluid and rolls them onto the entire extru-sion length into a homogenous strand.
The granulating unit (Fig. 1) consists of a cooledcentral spindle (2), the single actively driven elementand a cooled barrel (3) plus three to seven planetaryspindles. These rotate due to their special gear teeth,similarly to planetary gears, and roll out the granulatemass around the central spindle and the barrel. The
process heat is transferred directly at the place oforigin, enabling excellent temperature control.
The extruded mass subsequently arrives in a rotatingglass tube (Fig. 2), where it is cut into short pieces and
is dried by means of microwaves in a vacuum. The
residual moisture in the drying product can be in-fluenced by the irradiated microwave energy and thetime it remains in the drying room. The latter can becontrolled to a great extent by the filt angle of theentire system. It is also possible to dose a stripping
Editor: L.B. Bohle Maschinen und Verfahren GmbH Industriestraße 18 D-59320 Ennigerloh Telephone: 0 25 24 / 93 23-0 High concentration of active ingredients Application also suitable for food
Based on current knowledge, the main strength of
This method is not only suitable for the manufacture
the granulation unit lies in the excellent temperature
of granulates used pharmaceutically. Applications for
control and high dispersion attainment. With this
the food sector are thinkable, or have already been
method it is even possible to granulate rather poorly
implemented. One of these realized granulations was
wetable materials with extremely low binder con-
in the processing of tea dust into free-flowing granules.
centrations. Thus, Ibuprofen granulate, for example,
In addition to the fine-cut leaves, the starting mate-
could be manufactured with a concentration of active
rial also contained smaller twigs and other woody
ingredients of up to 96%. The resulting tablets were
elements. The granulation required an addition of
of excellent technological qualitiy and after adding
approximately 25% water, but could be dried to a
the external phase still had an Ibuprofen content of
residual moisture of 3.9%. Result: a good free-flowing
over 92%. General market products typically contain
granule, in which no individual components could
45-65% of active ingredients. Tablets produced with
be detected. The brewing of this “tea“ made for an
BCG 10 are smaller and lighter. They require corres-
pondingly lower costs for raw material and storage. They also cause fewer swallowing difficulties for
Other possible applications are the processing of
patients, which can benefit a therapy.
flavors in liquid and powder form for free-flowinggranules by coating them onto carrier materials usingthe low thermal charge during processing or themanufacture of homogenous mixtures of every kind.
Feasibility of a granulation depends only on a certainminimum amount of the lubricating additives. Usually,this is water. However, fats, waxes or other lubricantscan be used. Frequently, such additions are notnecessary in the food sector, as the basic mixtureusually contains this property.
A BCG 10 with a throughput of 1-15 kg per hour
is available to you for tests in our technical laboratory. It is entirely feasible to have machine sizes with out-puts of up to several tons per hour.
Figure 3: The average time the product remains in thegranulator is controlled by the number of planetaryspindles and the dosing rate of the powder. All valuesin minutes. (Explanation see text)
In extrusion systems, the holding time distribution isfrequently used as the measure of the mixing per-
formance. This mirrors the dwell time and distributionof the powder quantity which is added at a specifictime. The diagram shows the average dwell time, i.e. L. B. Bohle LLC
the amount of time could be detected for up to halfof an added indicator for a product (blue line). The
width of the distribution curve is shown as red line. It isobvious that both parameters can be controlled within
a wide spectrum by the number of planetary spindlesused, and the dosing rate of the powder.
LHCS News A weekly publication of the Lake Harriet Community School PTA TWENTY-SEVENTH ISSUE FOR ’12-’13 Letter from the Nurse's Office Dear Parents, Now that spring is officially here, (though it doesn’t feel like it yet…), the health office would like to take this opportunity to remind you of some very important issues. This article is loaded with a lot of critical informati
Introduction Rahul is 24 years old and is employed as a partner in his mother’s business. He is the middle child with an older sister and younger brother. His mother runs the family business and his father has problems in drinking. He was brought by his wife for problems with gambling and excessive lying. Presenting Problem Rahul has problems with betting and gambling. He also has p
 innovativ
innovativ
 fully implement economic evaluations and makesuggestions on the effectiveness of contemplatedmeasures. This has shown that older systems, based
Dear Readers,
fully implement economic evaluations and makesuggestions on the effectiveness of contemplatedmeasures. This has shown that older systems, based
Dear Readers,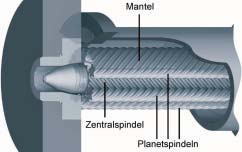
 Our BCG 10
Our BCG 10 Editor:
Editor: